
If you’re new to 3D Printing or thinking about getting into it, this is the Ultimate Beginner’s Guide – the 3D Printing 101 course. You might want to get your notebook out and ready because we’ll be taking you from unboxing to getting ideal prints in the paragraphs below. In this article we’ll be covering:
- How FDM 3D printing works compared to Resin 3D Printing
- What are the parts of an FDM 3D printer
- 3D Models and Slicing
- Filament Selection
- The First Layer
- Troubleshooting
- Pro Tips and Techniques and
- At the end of the video I’ll provide a brief walkthrough of every step you need to go from unboxing to successfully printing whatever you want.
FDM vs Resin 3D Printing
Fused Deposition Modeling or FDM 3D Printing is probably what you’ve seen the most of. It’s the concept of melting a spool of filament layer by layer to build an object on the printer. It’s all in the name. You’re fusing the filament together by depositing it onto the bed and onto other layers of itself to create your model. The filament that you’re melting comes in a spool most of the time, kind of like a spool of cable or wire, but it can also be pellets in a hopper, though that’s much less common for 3D printers.
Resin printing is actually an umbrella term for multiple types of printing technologies, all of which use a resin and a hardening process. The idea here is that a vat of UV Curable resin is used for each layer and an LCD, a laser or a projector is used to target that UV light at the appropriate areas for each layer. As the print moves along, each layer is formed by UV light until the entire model is complete.
There are many differences between these two types of printing but here are some highlights:
- FDM printing typically prints at a lower resolution than Resin printing, meaning FDM prints won’t be as smooth and precise as Resin printing.
- FDM printing accounts for the majority of 3D printers on the market today, though Resin printers appear to be gaining in marketshare.
- Resin printers use a toxic resin and require some cleanup after printing. It’s recommended that you use gloves and a respirator to be safe when handling uncured prints. On that note, resin prints need to be washed after printing, typically with Isopropyl alcohol and then cured with UV light some more. It’s more of a process all around.
- Resin printers also can’t currently print multiple specific colors in one print the same way an FDM printer can. So printing something like this in one print can be done pretty easily on an FDM printers, but doing so on a Resin printer is a major challenge.
Getting to Know Your FDM 3D Printer
For the purposes of this article we’re going to be focusing on the very popular FDM 3D printers and not so much on resin printers so let’s see what we’re working with. This is the Longer LK4 X, which is a pretty great example of all of the parts of a modern 3D printer. In general, we have:
- The bed, which is what all of the prints get printed on to
- The hot end, which is the combination of parts that heat up the filament and then extrude it through the nozzle.
- The extruder, which is sometimes part of the hot end, like on this printer, and sometimes sits somewhere else and then pushes the filament through a tube called a Bowden tube. More on that when we cover filaments
- The gantry is the part of the printer that supports X and Y movement. In this style of printer, it’s this top part that makes it possible for the hot end to move side to side and up and down. The gantry often refers to the entire raised portion.
- The power supply is typically located on the back or bottom of the printer and can often be switched between 110 and 220 v electricity.
- The logic board is also typically in the back or bottom of the printer and is usually concealed
- Stepper motors are used to move the belts for the X, Y and Z axis so the bed or hot end can be where it needs to be.
- Sensors
- The screen is the user interface – some are touch screens, some use a knob and click setup instead.
- You’ll also have a filament spool holder to mount your filament on to
- An SD Card or USB input and a USB interface for connecting directly to a computer
3D Models and Slicing
Let’s dive into 3D models. All 3D prints start out with a 3D model. That model can be created in any number of software platforms, like Fusion360, Blender, TinkerCAD, Google Sketchup, AutoCAD and more. The output from that model is what’s called a Stereolithography file or an STL. That’s a file that slicing software can understand. Aside from designing your own 3D models, these STL files can be found all over the web and we have a great video that covers the best places to find them right up here. In short, there are quite a few sites for finding free STLs such as Thangs.com, Printables.com, MyminiFactory.com and Thingiverse.com. You can also purchase high quality STL files on sites such as Etsy, CGTrader.com, Cults3d.com and many more. There are sites that specialize in Cosplay files, for example and others that specialize in mini figures. Whatever your heart desires, it’s likely been modeled and is available online. Once you find it, you just need to slice it.
Slicing software is a program that takes these 3d model files and applies any of the settings that you choose for how to print them on your specific printer. The slicing software will either come with your specific printer’s settings installed already or you’ll have to add the printer yourself and input the printer’s information. Once you have that in the slicing software, then you just tell the software how you want to print the model – how strong it should be, how smooth or rough it should be, what filaments you’re using and more. The output file that the slicer saves is called a .gcode file in most cases, but sometimes it’s a .g, .gx or .3mf. More on those later. The .gcode file is a set of specific coded instructions that tells your printer what temperatures to use, where to move the print head, where and when to push filament out or retract it back, and how to handle each layer as it goes. It’s all that the printer needs to actually print a solid object.
There are many 3D Printing slicers out there and, which one you use not only depends on your personal preferences but also on your printer and manufacturer. For example, this Longer LK4 X comes with Ultimaker Cura, which is probably the most common free slicing software out there. Cora is regularly updated and has some pretty cool features. It can be used on most 3D printers and many of the printers out there are already loaded up into the software. So for this LK4 X, for example, I can go into printers > add printer > Non-Ultimaker Printer > Non-Networked Printer and then find your printer. If you don’t see the printer you own, you can also select Custom > Custom FFF Printer and enter in your printers specs manually. As you can see, however, Cura has done a great job at including hundreds of printers in their software to make it easy.
Other slicer softwares to check out include Prusa Slicer, ideaMaker, MatterControl, Slic3r (all of which are free) and you can also try Simplify3D, which is a paid software. Most of them are similar in terms of layout and setup and they usually have the same general settings that you can apply.
Many printers, especially nowadays, use proprietary slicing software that is tuned to that specific printer. Bambu Lab, for example, uses Bambu Studio and there are only three printers to choose from and each one is tuned to that printer’s settings. They even include settings for the different filaments you might be using. If you’re printing with PLA then you tell it that you are and it sets the bed and nozzle temperatures appropriately as well as other settings like retraction. One thing we’re seeing more and more frequently is the ability to save what are called .3MF files. 3MF stands for 3D Manufacturing Format and it’s like a PDF for your printer. It contains a lot more info about the model or models to be printed including author info, thumbnails of the print, color and texture information and much more. I suspect we’ll be seeing more and more of the 3MF filetype.
Flashforge printers are another example of combing software and hardware. When you use Flashforge printers, you can slice with FlashPrint software and all of the printers they sell are already loaded up and ready to go.
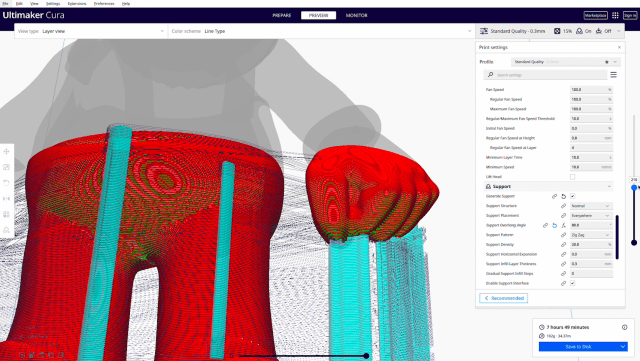
No matter which slicer you use and which settings you apply, you’ll need to be mindful of support. Support material can be applied when you have a part of your model that would otherwise have to be printed in thin air. Have a look at the hands on this print.

Since printing moves side to side and top to bottom, there’s nothing for these hands to print on top off so we need to provide something, and that something is called supports. They’re removable and temporary structures designed to allow all parts of the print to have something to print on top of.
Bridging is kind of similar but it occurs when you just need to span a short distance that has support on either side, like a bridge. Most printers use the cooling fan to blow air on the filament as it comes out to harden it, allowing for a decent amount of bridging, sometimes up to several inches, but usually limited to an inch or so safely. Bridging occurs much less frequently in 3D models than the need for supports, however.
Another setting to consider is infill, which is how solid the inside of the print is. It’s very rare that you’ll actually want to print a 100% infill, or totally solid object. It’s common to print at 15% infill, which is the default on many slicers. The thicker your outside walls are, the less likely you are to need a high percentage of infill. I have printed many pieces that have only 5-8% infill and that can work just fine. Other times, like when I printed the neck of this Ukulele, I printed it at 50% because I wanted it to be resistant to any soft of bowing, and even the 50% may have been overkill.
The most common setting you’ll need to adjust is the layer height. This is equivalent in many ways to resolution on an image for a 2D printer. Think of a pixelated image you find online. You can get the gist of it but it doesn’t look very good. That’s like printing with a higher layer height. There are less layers that make up the shape and layers are a bit like pixels. If you then see a much higher resolution version of it, it looks smoother and crisper, like using a lower layer height for a print. Most FDM printers come with a 0.4mm nozzle, which refers to the size of the hole that the filament is extruded through. Ideally you’ll want to keep your layer height no more than 80% of your nozzle opening size, so about 0.3mm layer height on a 0.4mm nozzle. FDM printers can typically have layer heights, or resolution, as low as 0.08 or 0.1, while resin printer can reach layer heights as low as 0.01, with 0.05 being a common setting. If you’re looking for ways to make your 3D print look less 3D printed, Wyatt from our channel put together a great video on doing exactly that. You can check that video out right here.
Going through the different slicer settings could be an entire article series because there are literally hundreds of options but be sure to check whether or not you’re using supports, your infill percentage and your layer height, at minimum. You’ll also want to verify that you have the right temperatures for both the bed and the hot end based on the type of filament you’re using, which is what we’ll be getting into now.
Once you’ve sliced the file, it will output a gCode file, like we talked about before. That file can then be transferred from your computer to the printer itself by way of wireless connection if your printer supports it, but otherwise it’s whatever memory card type it supports. The most common methods are SD card, Micro SD Card and USB Drive. You can also connect the printer directly to a computer with a USB cable.
Filament Selection
Choosing which kind of filament to use for which print can make a big difference on functional parts in particular. Let’s take a look at some of the most common types of filaments:
- PLA or Polylactic Acid is likely the most common 3D printing filament available today. 1kg spools cost between $15 and $30 and virtually every 3D printer out there today is capable of printing PLA. There are also variations of this filament, like PLA+ that adds strength and ductility to the material.
- PETG or Polyethylene terephthalate glycol is another really common filament because it is relatively easy to print but not as easy as PLA. That said, it tends to be quite a bit stronger and more resilient than PLA. It is usually a bit more pricey than PLA but not by much and it also offers some great options in semi-transparency. There are many who swear by PETG as the go-to for all prints. I had a phone call with 8 year old (name) from the UK and the first thing he asked me was why I wasn’t using PETG more.
- ABS has been around for ages and you probably have tons of items made of ABS in your home right now. It’s tough, durable, it’s resistant to wear and it’s reasonably priced but it is a bit more difficult to print because it typically requires an enclosure around your printer as well as higher temperatures.
- When it comes to functional prints, or printed models that are going to be used to provide a physical purpose, as opposed to something decorative or just cool, some of the filaments we just mentioned can be very useful but there are so many more, including Nylon, Carbon Fiber, glass fiber and Polycarbonate.
- You can also find filaments that have multiple colors in them, flexible filaments like TPU or Ninjaflex, color changing filaments, glow in the dark filament, magnetic filament, conductive filament, HIPS, wood fiber filaments, dichromatic filaments, water soluble filaments and many, many more. We’re literally seeing new types of filaments coming out all the time and they just keep getting better.
- I like to tell most people that starting with PLA or PLA+ is great because it’s easy to work with and suits many purposes. Experiment with PETG as well and then dip your toe in the pool of the many other filaments available, depending on your needs. I actually bought every single filament I could find on Amazon so I could experiment with them so look for that in an upcoming video here on the channel.
While considering filaments, remember that certain FDM printers can work with multiple filaments at once. Dual extruder printers use 2 different hot ends to allow for two different colors of filament, or even two totally different kinds of filaments to be used in one model. There are printers with four different hot ends and well as filament management systems, like those of the Bambu Lab printers that can handle up to 16 different colors on one print. Keep in mind, however, that if many filaments are being fed into the same hot end, you usually can’t change the bed or hot end temperature so you’re limited to sticking with similar materials. When you use a multiple extruder printer, you can often mix filament types by setting the hot ends to whatever temperatures they need to be at.
The First Layer
You’ll see and hear a lot of information about getting the perfect first layer. That’s because the first layer in a 3D print – the one that makes direct contact with the print bed, makes all the difference in the success of the print. If the first layer doesn’t go well, your print will almost definitely fail. If your 30th layer doesn’t go well, the print may still survive. Many printers today, like the Longer LK4 X here, come with what’s called an automatic bed leveling system. The name is a bit of a misnomer because they don’t actually level the bed for you. They provide data points that you can work with to detect the inconsistencies in the bed that would otherwise cause a print to fail. They check the exact height of the bed in multiple spots on the bed to understand how the first layer needs to be laid down to get a perfect first layer.
It’s crucial that the first layer not be too far away from the bed because that will cause it to not stick to the bed. Conversely, if you print the first layer too close to the bed it will get smooshed and not only look bad but may have adhesion issues as well. The goal is to have a good amount of contact with the bed but not squish it down so much that you get oozing out the sides. Automatic Bed Leveling technology has come a long way very quickly to help with this.
Even if you don’t have a bed leveling system, you can still use a manual process to get the perfect distance between the nozzle and the bed so that your first layer is perfect. The most common way to do this is to use a standard piece of paper and then move the hot end to different areas of your print bed, one at a time, and use the rotational knobs underneath to raise or lower the bed until the paper is just barely held between the bed and the nozzle. I’ve been using this technique since I first started printing in 2016 but with the technology available on newer printers, I hardly ever have to do this anymore.
been an amazingly reliable printer for the several months that I’ve had it and at a price point of around $300, it offers a lot of bang for your buck. A huge thank you to Longer for sponsoring today’s video. Be sure to check out the links in the description to get your hands on a Longer LK4 X like this one.
Troubleshooting
Now what we’ve covered to how to get printing, let’s talk about what could (and will) go wrong. 3D printing is not always a plug and play experience.With the quality of the printers available on the market today, 3D printing is 10 times easier to get into than it was seven years ago, for example, but there will still be issues. Let’s take a look at some of our most common issues.
- The first layer won’t stick to the bed
- If you experience this, the first thing to check is that the bed is clean of debris and oils. The oils from your hands and fingers can be the difference between a successful print and a failed print. For most beds, you can use isopropyl alcohol to clean the bed if you suspect it’s dirty at all.
- Certain materials and certain types of beds do better if you use a glue stick on them. Sometimes this is to get the print to stick and other times this is simply to be able to get the print to come off the bed without taking the bed along with it.
- Proper bed leveling is essential for first layer success. Run through your process as many times as you need to until that first layer looks good. One of my favorite methods is to print the first layer with what’s called a skirt – it’s an extra line or multiple lines around the outside of the first layer to get things flowing and tuned. I use this opportunity to adjust the four corners of the bed on the fly so that the skirt looks perfect, which usually means my print’s first layer will come out perfect.
- Layer Shift
- Layer shift is what happens when the print is going along just fine then the printer decides to move everything over by a few millimeters. It’s incredibly annoying because it ruins your print and can be costly in material. The biggest culprits of this are loose belts so be sure to check your belt tension to ensure that it is taut but not so tight you can play Sweet Child o’ Mine on it. I’ve been told that a sudden change of temperature can contribute to layer shift as well as excess vibration but I’ve almost always seen that loose belts are the culprit.
- Nozzle Clogs
- When your prints just look bad and you’re getting too much filament in some spots and not enough in others, that could be a nozzle clog. It’s a good idea to use a nozzle clog removal tool any time you suspect there may be a blockage. In the last several years I have run into this issue less and less but it still haunts many 3D printers even today.
- Under extrusion and over extrusion
- When your print either looks like there are gaps and sparse areas in the print or like it’s been smooshed together and filament is oozing out the edges, those are under and over extrusion issues. This usually comes back to the nozzle and the extruder but you’ll also want to check your settings and pay specific attention to the flow rate.
- There are many more issues that can arise while 3D printing but these are some of the most common. One of my favorite resources for troubleshooting 3D prints is ALL3DP, which has a huge library of 3D printing related content. Another is Michael, from Teaching Tech, who has an excellent collection of troubleshooting tips to help with any issue you may come across.
Pro Tips and Techniques
If you’re pretty new to 3D printing, this may seem like drinking from a firehose but don’t worry – you can read through all of this info at your own pace. There’s a lot we’ve covered here but now I’ll go over some pro tips and techniques that I’ve picked up over the years.
- Look for models with minimal need for support. Support is still not as easy as I think it ought to be to print successfully and to remove successfully without scarring. Sometimes there’s simply no avoiding supports but finding models where the designer took clever measures to minimize support can make your life a lot easier.
- You probably don’t need that much infill. Experiment with way lower amounts of infill, especially if you’re just printing something decorative. Not only will this speed up your print and cost less money but it will likely have no downside at all. I recommend making sure you have at least 3 outer layers, sometimes more, so that you can’t see the infill pattern through the outside.
- Don’t be afraid to buy a good model. Yes, there are thousands of amazing 3D models out there for free but when you venture into the world of paid 3D models, you might be surprised to find how many incredible prints are at your disposal, and often for just a few bucks. If someone puts dozens or even hundreds of hours into 3D modeling something fantastic, it’s only fair to expect them to charge for it, but you’ll benefit from all their hard work.
- Forums are your friend. Almost every 3D printer and 3D printing manufacturer out there has SubReddits, Forums, Facebook Groups, Discord Servers and more so don’t be afraid to align yourself with the good folks out there who have likely been through what you’re going through and can help out. You’ll also likely be able to do some good by helping others when you’ve had experience in a certain area.
A Quick Complete Walk Through
Here are al the steps you’ll need in order to get up and running with whatever prints you want to do.
- Unbox your printer and follow the instructions for assembly, paying special attention to any zip ties or hidden packing material that needs to be removed.
- Double check your printer’s voltage in case it’s set to the wrong setting.
- Set your printer on a firm surface then plug in and run through any calibration it recommends, including initial bed leveling.
- Load filament into your printer as per the manufacturer’s guidelines. For most printers you’ll be using 1.75mm diameter filament and PLA is a great place to start. Make sure the hot end is up to temperature (usually around 200° C) and run the extruder until filament is streaming out smoothly. It’s possible that you’ll see another color even on brand new printers since they’re often put through quality control testing.
- Ensure a clean bed using Windex or Isopropyl Alcohol.
- Print one of the files that came with the 3D printer. This will often be on an included SD Card, micro SD card, USB stick or saved directly on the printer’s memory. These prints are already in the final format and should be ready to print right away. Select the desired file and hit print.
- Follow any troubleshooting steps required based on the outcome of the print.
- Ready to print your own files? Find a good STL candidate online and download it.
- Download whichever slicer software you plan to use. Follow the instructions in the software to set the slicer up for use with your specific make and model of 3D printer. This is crucial. Proprietary software usually has the specific printers ready to choose and open software programs like Cura will allow you to choose from a large list. If need be, enter your custom printer settings in.
- Use your slicer to open the STL file you downloaded.
- Use the orientation tool make sure you have the best side facing down toward the bed. Keep in mind which orientation is least likely to require support.
- Check through your settings, including bed and hot end temperatures for your specific filament type, infill percentage, shell count, speeds, bed adhesion methods and support settings.
- When everything looks good, hit the Slice button and it will offer you a preview of every layer and all parts of the print including shells, infill, support material and more.
- When that’s looking good, either save the .gcode file to your memory card and bring it to the printer or, if it’s set up to do this over the network, send it to the printer.
- Once the file is on the printer, navigate to it and hit print!
- Be patient. Even on the newest fastest printers, complicated models can take hours an hours to print and on many printers, you might have 3D prints that take several days to complete. Now, it’s time to enjoy the ride!
Did we miss anything that you want to learn more about? Let us know in the comments and either me, Wyatt or Eric will do our best to help and, who knows, we may just make another article on the topic you bring up!
Best of luck and enjoy the journey!